All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
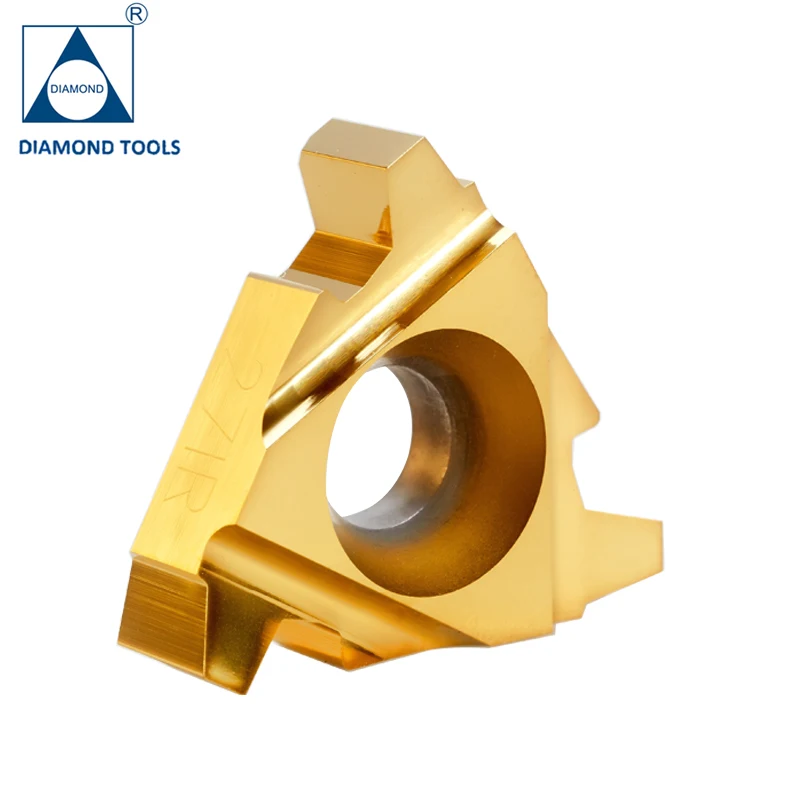
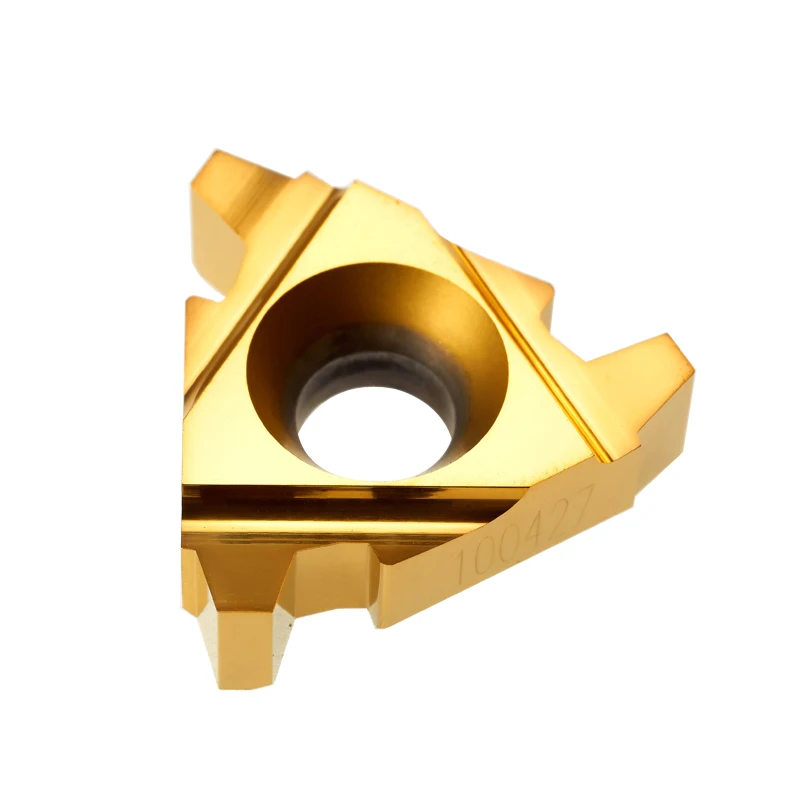
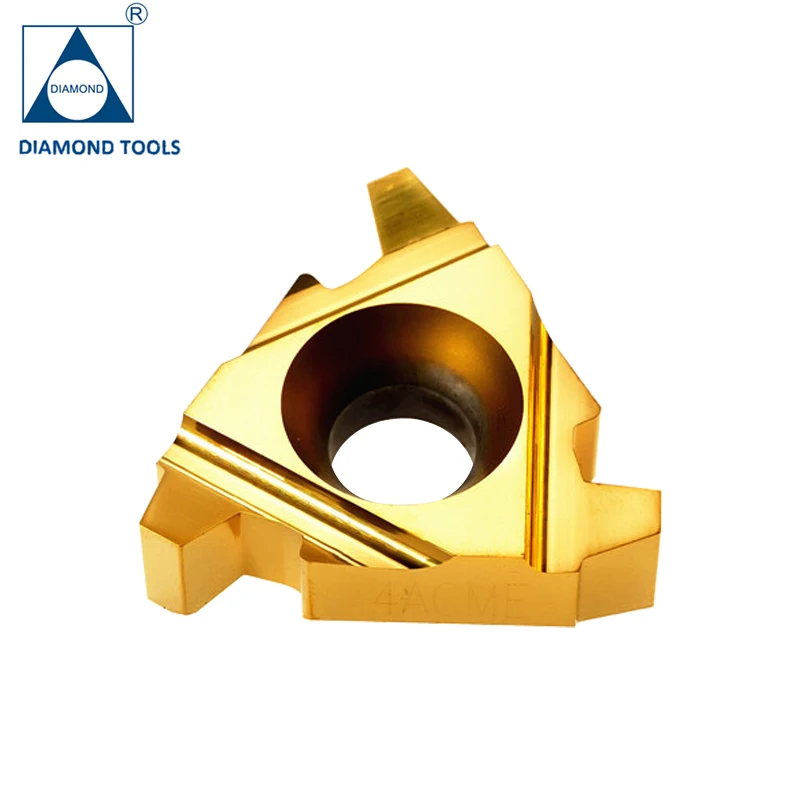
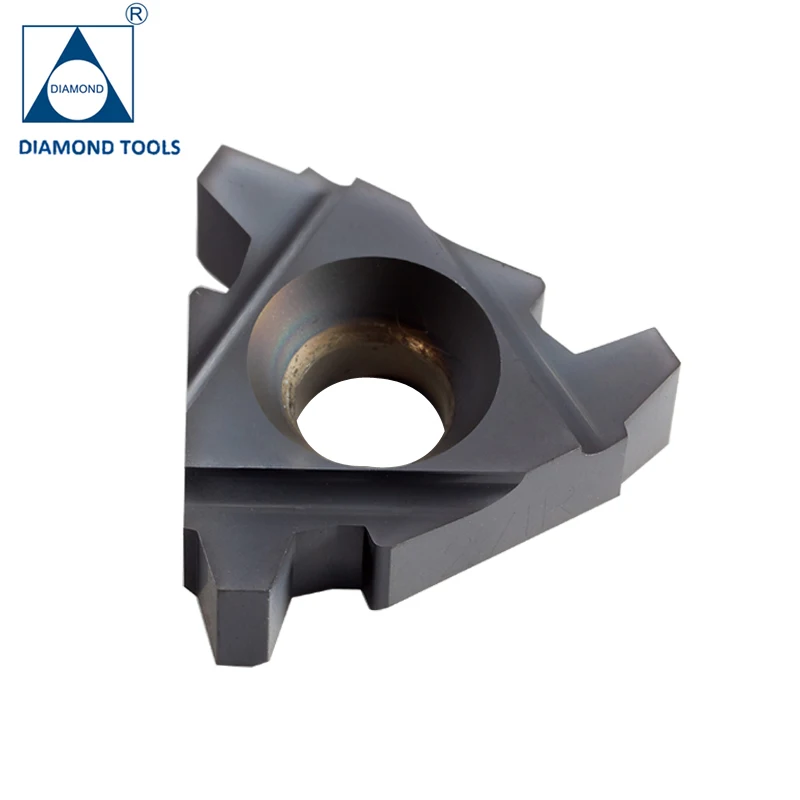
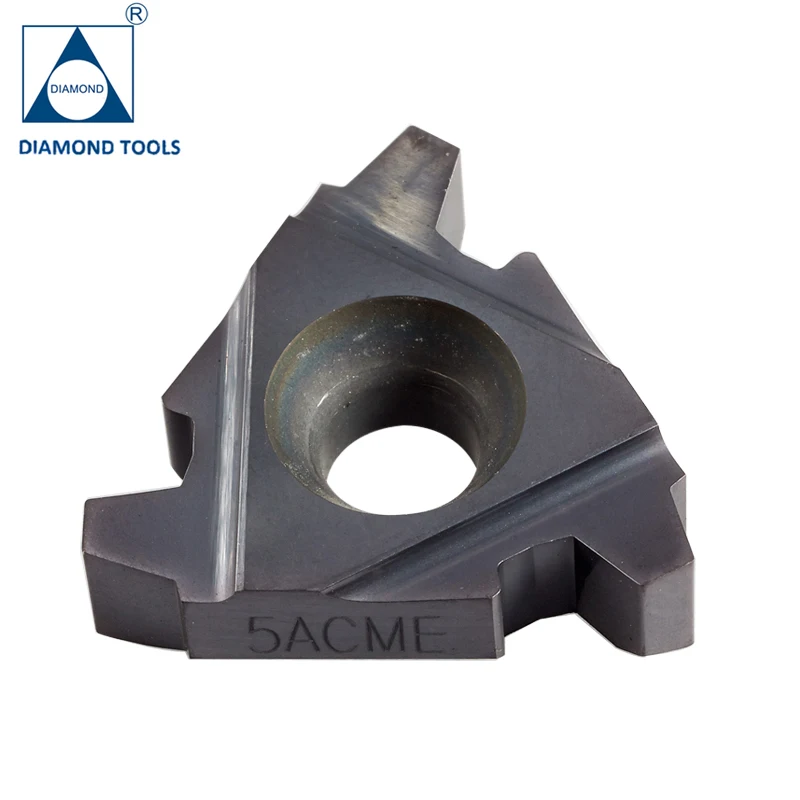
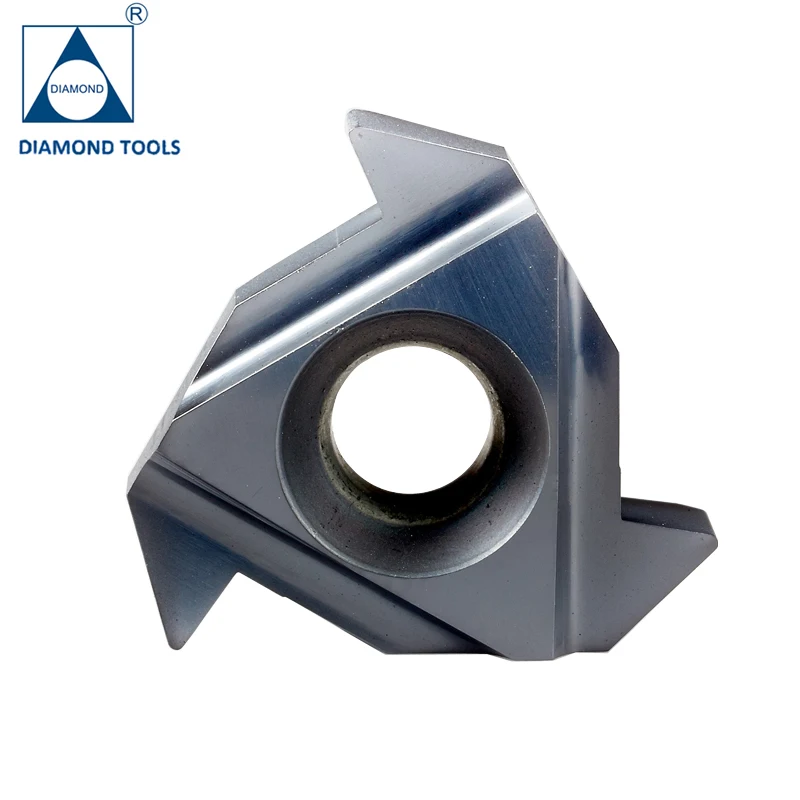
The ACME Threading Inserts are precision-engineered cutting tools designed for high-performance metal lathe operations. Crafted from a tungsten carbide (WC-Co) alloy core with diamond reinforcement, these inserts deliver exceptional hardness and thermal stability. Enhanced with TiAlN and tin coatings, they offer superior wear resistance, corrosion protection, and a smooth surface finish. Their triangular geometry and center hole design ensure adaptability across diverse machining setups.
| Feature | Specification | Application Scenario |
|---|---|---|
| Material | Tungsten Carbide (WC-Co Alloy) + Diamond Coating | High-speed machining of hardened steels and alloys |
| Coating | TiAlN (wear-resistant) + Tin (corrosion barrier) | Prolong tool life in corrosive or high-temperature environments |
| Shape | Triangular with three cutting edges | Efficient threading, turning, and milling operations |
| Center Hole | Standard 7/8" diameter | Secure mounting in CNC lathes and tool holders |
| Edge Retention | 20% higher than industry standards | Precision machining of aerospace and automotive components |
Adjustable parameters include:
With the ACME Threading Inserts, manufacturers can achieve precise threading in titanium alloys or stainless steel, reduce downtime by 30% through extended tool life, and maintain surface finishes as low as 0.4 μm for aerospace-grade parts.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| Edge Retention | 100% Standard | +15% | +30%* |
| Max Temperature | 800°C | 950°C | 1100°C |
| Surface Finish | 0.8 μm | 0.6 μm | 0.4 μm |
| Coating Durability | TiAlN | TiAlN + ZrN | Diamond-enhanced |
Technical Breakthroughs:
Version Selection Guidance:
*Pro Model’s edge retention exceeds ISO 23672 benchmarks by 30% under continuous operation.

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.