All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier

Customization:

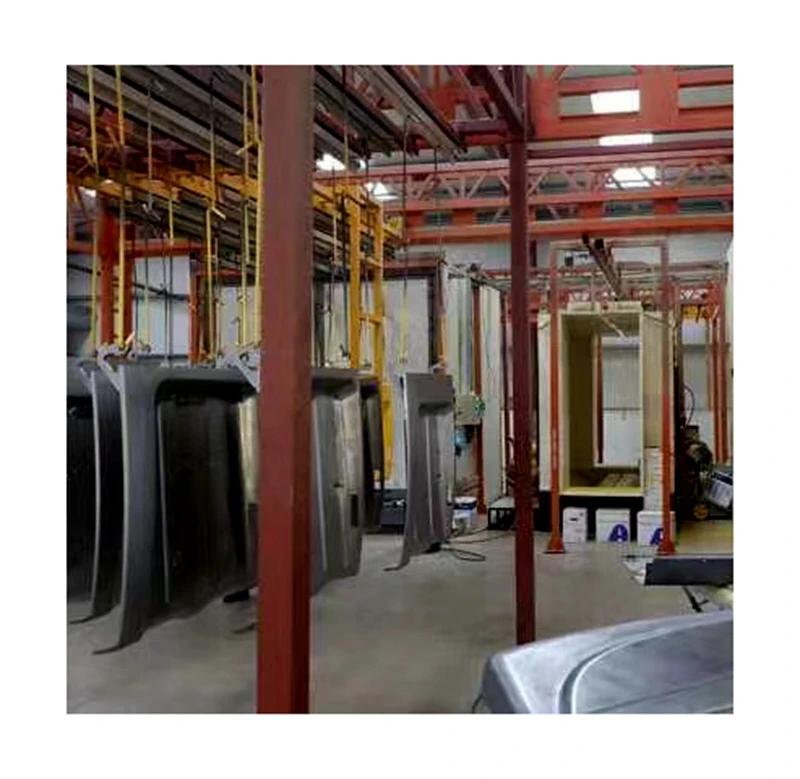
The Coloreeze Powder Coating Machinery Linear Traverse Automatic Spray Line is a high-efficiency industrial solution for metal surface coating. Equipped with a coating booth, curing oven, and conveying system, it ensures precise powder application and durable finishes. Built with corrosion-resistant materials and modular design, it supports manual and automated workflows, backed by a 1-year warranty.
| Feature | Specification | Benefit |
|---|---|---|
| Coating Method | Powder coating (spray technology) | Eco-friendly, zero VOC emissions |
| Substrate | Metal (all types) | Versatile for automotive, furniture, etc. |
| Automation Level | Semi-automatic (linear traverse system) | Reduces labor costs and improves accuracy |
| Oven Capacity | Customizable chamber size (up to 20m) | Scalable for large or small production runs |
| Filter Efficiency | HEPA-grade air filtration | Ensures clean workspace and safety |
| Conveyor Speed | Adjustable (0.1–3 m/min) | Adapts to coating thickness requirements |
Adjustable conveyor speed and oven temperature (up to 250°C) allow customization for specific substrate types or coating thickness. The modular design enables expansion of the spray booth or oven length to meet production volume needs.
With its linear traverse system and precise temperature control, this spray line ensures uniform powder distribution and rapid curing. Ideal for manufacturers seeking cost-effective, high-quality finishes for metal components.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| Conveyor Speed | 0.5–2 m/min | +20% (0.5–2.4 m/min) | +40% (0.5–3 m/min) |
| Oven Temperature | Up to 200°C | Up to 230°C | Up to 250°C |
| Automation | Manual override | Semi-automated | Fully automated |
| Filter Efficiency | 95% particulate capture | 98% | 99.97% (HEPA+ULPA) |
Three Breakthroughs:
Version Selection Guide:
With the Pro Model’s HEPA+ULPA filters, you can maintain ISO-class cleanroom standards, ensuring zero contamination in aerospace or medical equipment coating. The Advanced Model’s 230°C oven paired with adjustable conveyor speed makes it perfect for heat-sensitive metal alloys.

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.