All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier

Customization:

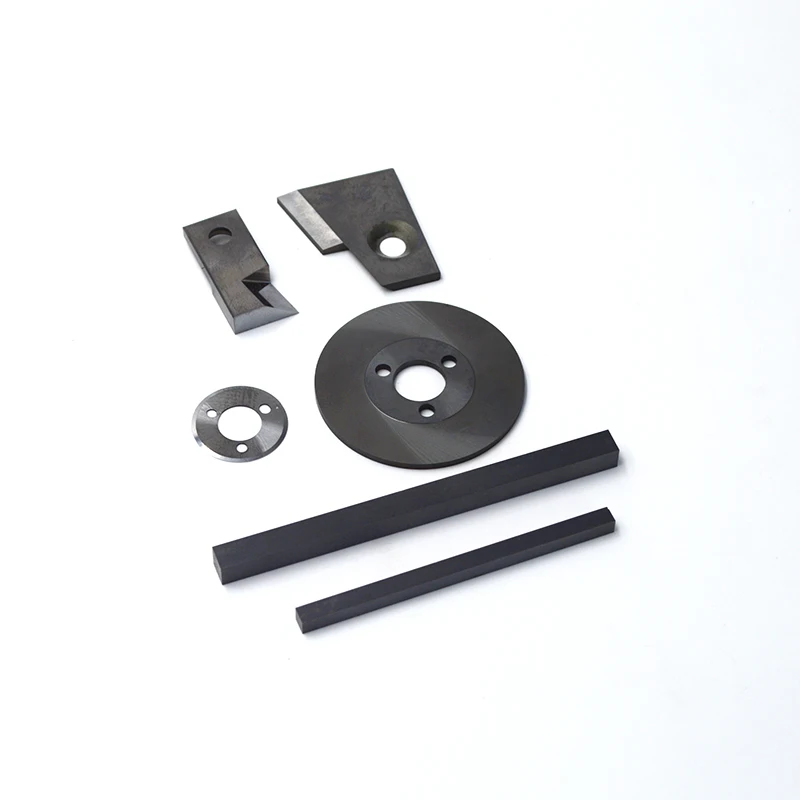
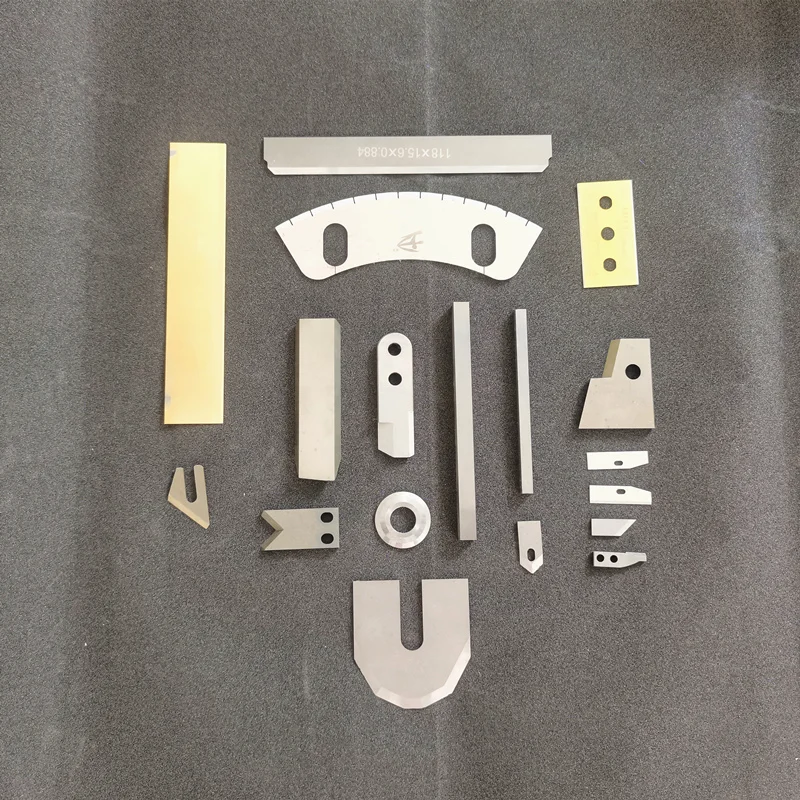
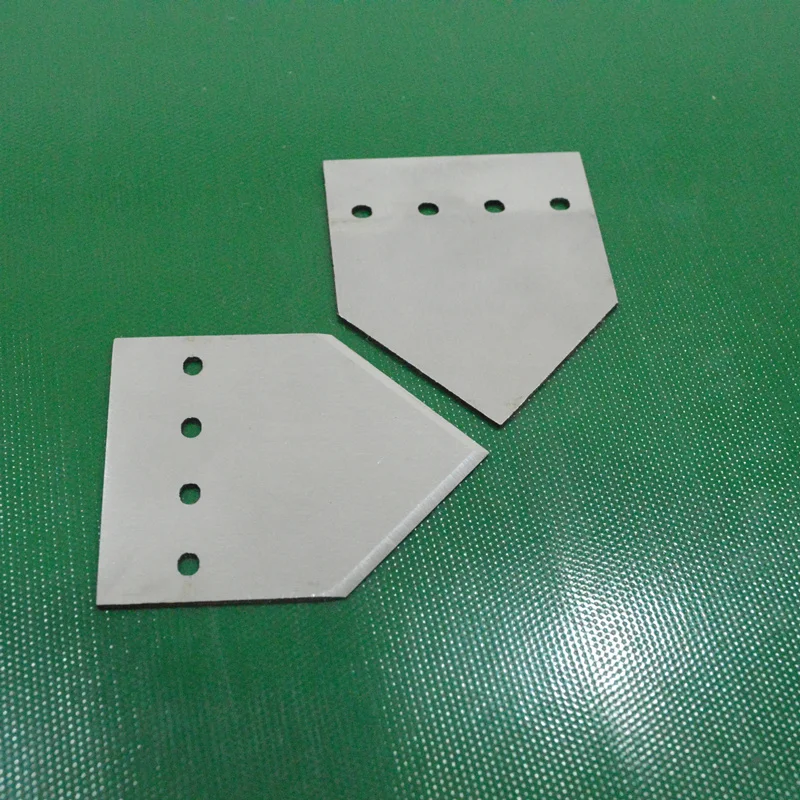
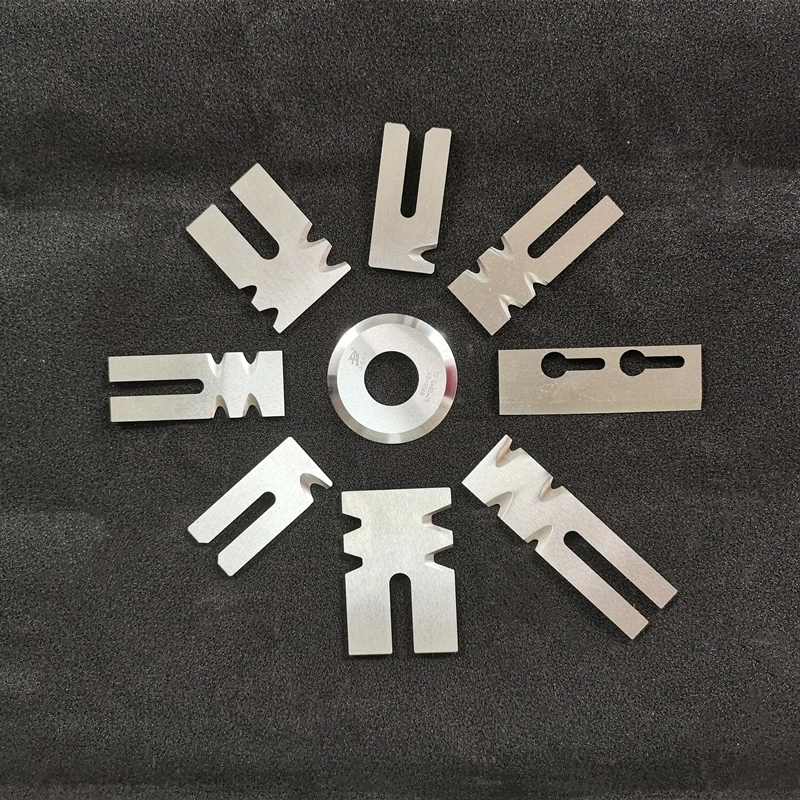
The Factory Customized Blade of Cap Slitting Machine is engineered for precision cutting in industrial applications. Crafted from tungsten carbide, this blade delivers exceptional durability, edge retention, and versatility, making it ideal for demanding tasks such as slitting, trimming, and cutting through metals, plastics, and composites.
| Feature | Specification | Application Scenario |
|---|---|---|
| Material | Tungsten carbide (Grade ISO: ISO 5409) | High-strength cutting in harsh environments |
| Edge Precision | ±0.002mm tolerance (micron-level) | Precision slitting in electronics manufacturing |
| Hardness | HRA 92+ (Rockwell Hardness) | Cutting abrasive materials like reinforced plastics |
| Edge Geometry | Adjustable V/Triangle profile | Customized cuts for automotive or aerospace parts |
| Certification | ISO 9001, CE, RoHS compliant | Global industrial standards compliance |
Adjustable blade geometry (e.g., edge angle, thickness) to meet specific cutting requirements. For example:
With tungsten carbide’s unmatched hardness and wear resistance, you can achieve clean, precise cuts in high-volume production. Whether slitting automotive panels or trimming aerospace composites, this blade ensures minimal downtime and superior edge longevity.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| Edge Retention | 500 hours | +15% (575 hours)* | +30% (650 hours)* |
| Tolerance | ±0.005mm | ±0.003mm | ±0.002mm |
| Hardness | HRA 89 | HRA 91 | HRA 92 |
| Coating | Uncoated | PVD coating | DLC (diamond-like carbon) |
Technical Breakthroughs:
Version Selection Guide:

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.