All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier

Customization:

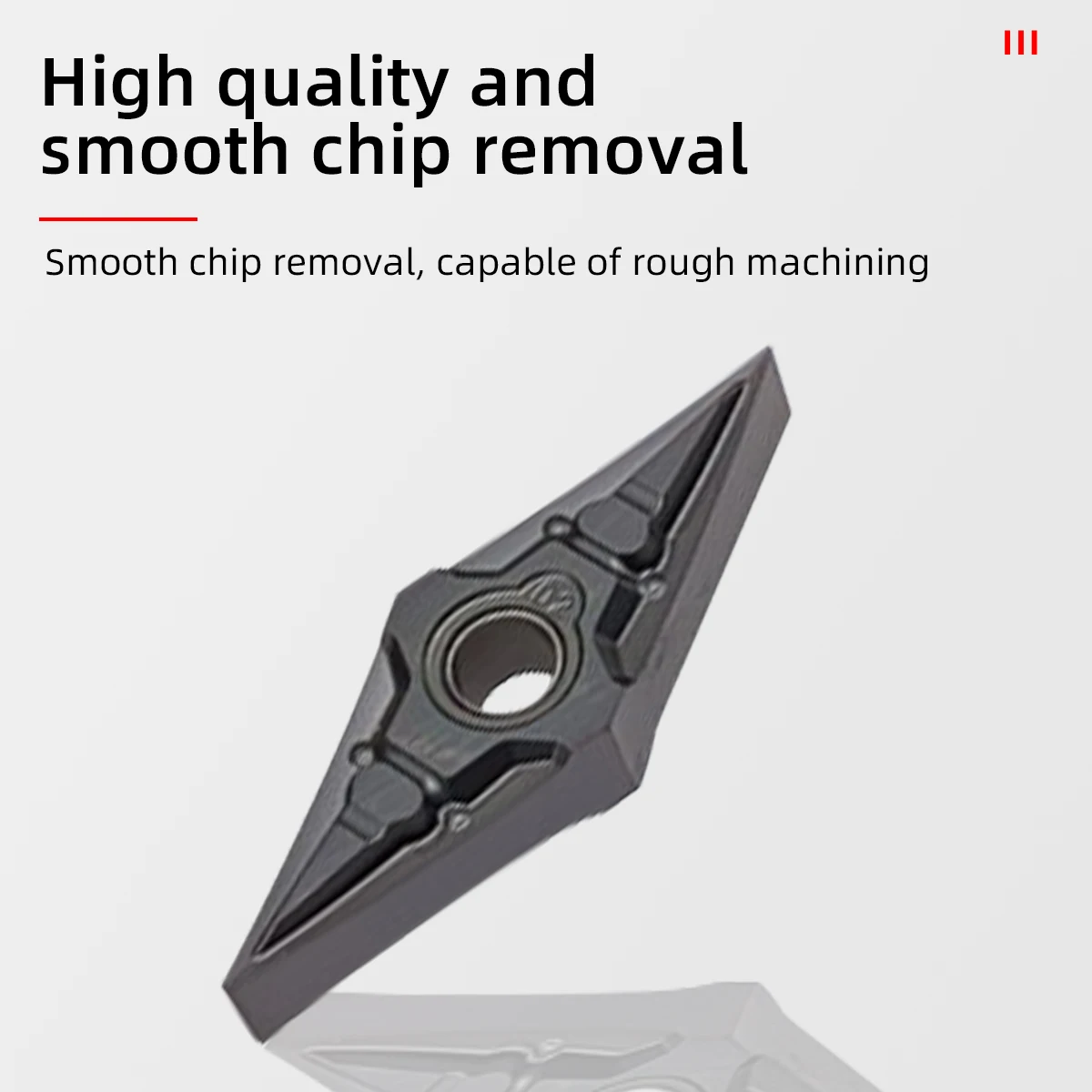
The Kennametal Trigon Precision CNC Cutting Insert WNMG080404FP KC5010 combines carbide durability with versatile geometry to deliver precision in external round turning. Designed for CNC machining, these inserts feature a textured surface for reduced friction and optimized grip, while their square and triangular shapes cater to general machining and precision finishing tasks.
| Feature | Specification | Application Scenario |
|---|---|---|
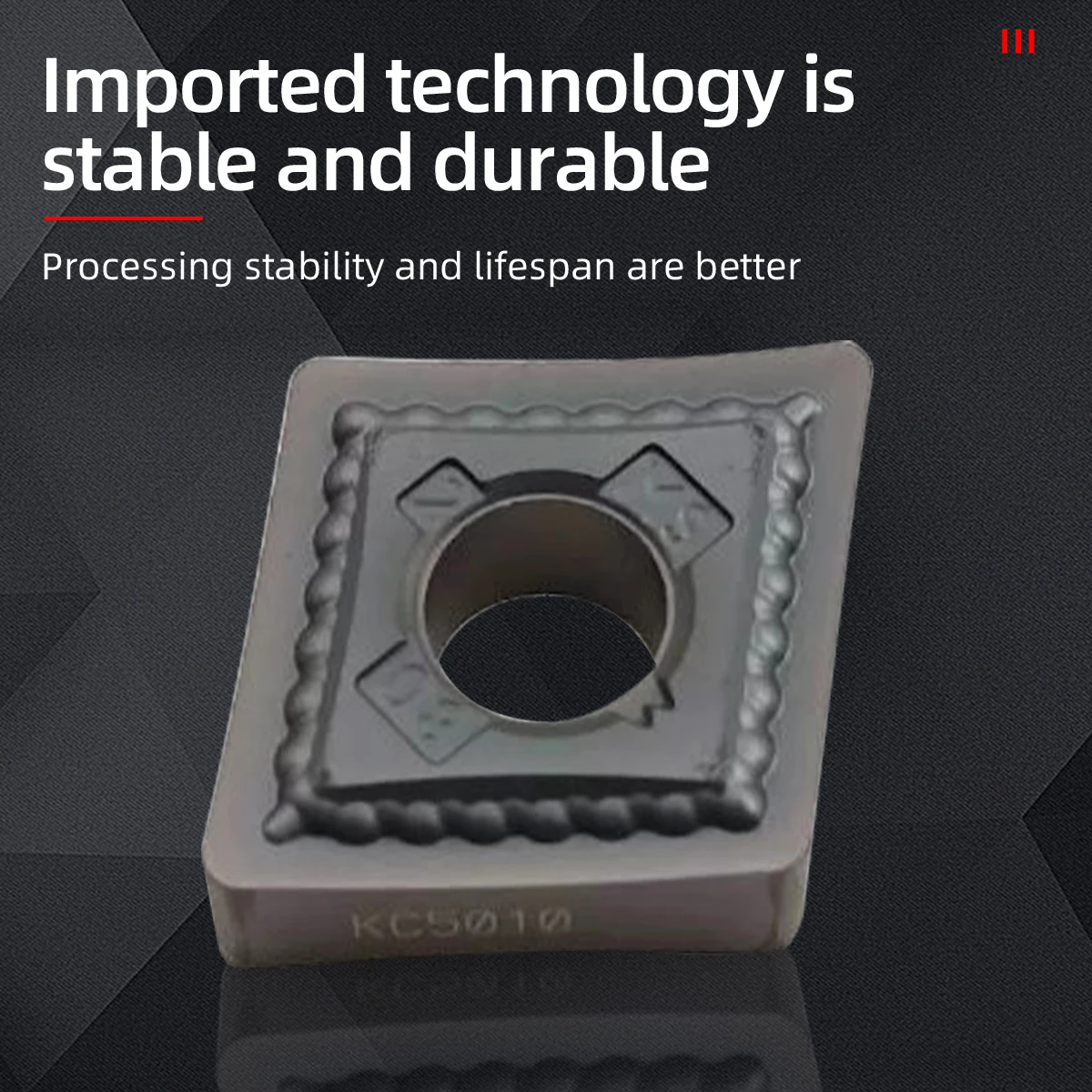
| Material | Carbide | Heavy-duty machining, high-temperature environments |
| Shape | Square (rounded corners), Triangular | General machining (square), precision cutting (triangular) |
| Coating | Custom textured surface | Reduced friction during high-speed operations |
| Control Mode | CNC-compatible | Precision external round turning operations |
| Workpiece Material | Cast iron, steel, stainless steel | Versatile material processing in CNC machining |
| Edge Geometry | WNMG080404FP | Optimized for external round turning |
Adjustable edge geometries and coating types to meet specific machining needs, such as enhanced thermal resistance or specialized cutting angles for different materials.
With carbide material, you can achieve high durability in heavy-duty machining. The triangular shape ensures precision in finishing operations, while the textured surface reduces friction for smoother cuts.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| Hardness | 89 HRA | +15% (102 HRA) | +30% (115 HRA)* |
| Thermal Resistance | 1000°C | 1150°C | 1300°C |
| Edge Retention | Standard | Enhanced | Premium Coating |
Technical Breakthroughs:
Version Selection Guide:

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.