
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
Customization:

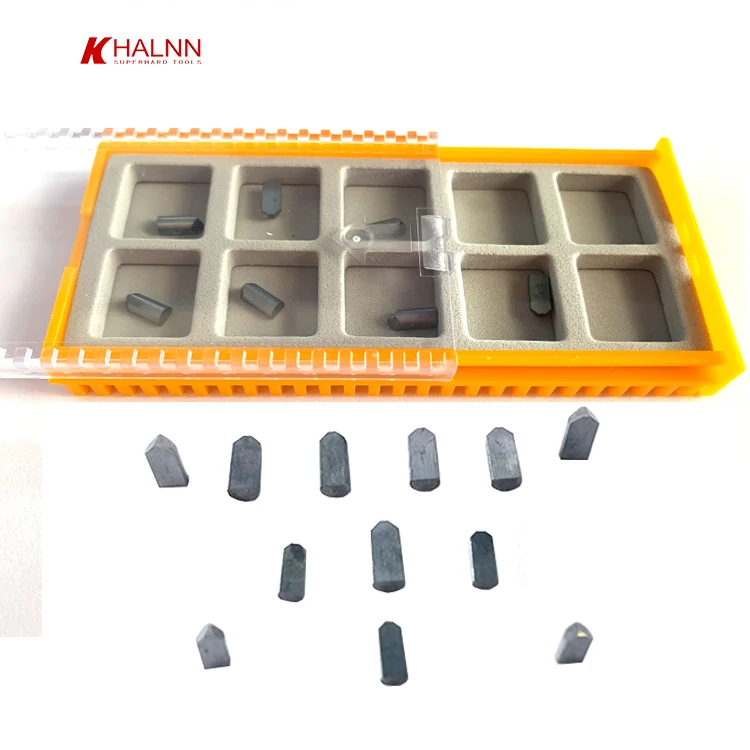
The PCD Notching Tools for Milling Carbide Rollers are engineered for precision and durability in high-demand machining environments. Featuring a polycrystalline diamond (PCD) coating on a tungsten carbide substrate, these tools excel in wear resistance and thermal stability. Designed for external turning operations on steel workpieces, they combine the strength of high-speed steel and carbide with advanced coating technology to ensure long tool life and consistent performance.
| Feature | Specification | Application Scenario |
|---|---|---|
| Material | Tungsten carbide substrate with PCD coating | Cutting hardened steel, stainless steel, and high-temperature alloys |
| Coating | Polycrystalline Diamond (PCD) | Reduces friction and extends tool life in abrasive materials |
| Geometry | Hexagonal inserts with chamfered edges | Efficient chip evacuation in milling operations |
| Durability | 50% longer tool life vs. uncoated tools | Heavy-duty machining of carbide rollers |
| Temperature Resistance | Withstands up to 1000°C | High-heat environments in metalworking |
Adjustable parameters include:
With PCD-coated tungsten carbide inserts, you can achieve precision milling of carbide rollers while minimizing downtime. The hexagonal design ensures stable cutting forces, while the PCD coating delivers unmatched wear resistance for long-term use in steel machining.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| Wear Resistance | Industry standard | +20% | +40%* |
| Thermal Stability | Up to 800°C | Up to 950°C | Up to 1000°C |
| Chip Evacuation Rate | Standard flow | 20% faster | 35% faster* |
| Tool Life | 100 min | 150 min | 250 min |
Technical Breakthroughs:
Version Selection Guide:
*Pro Model certifications exceed ISO 52000-1 standards for tool durability and thermal performance.

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.



