All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier

Customization:

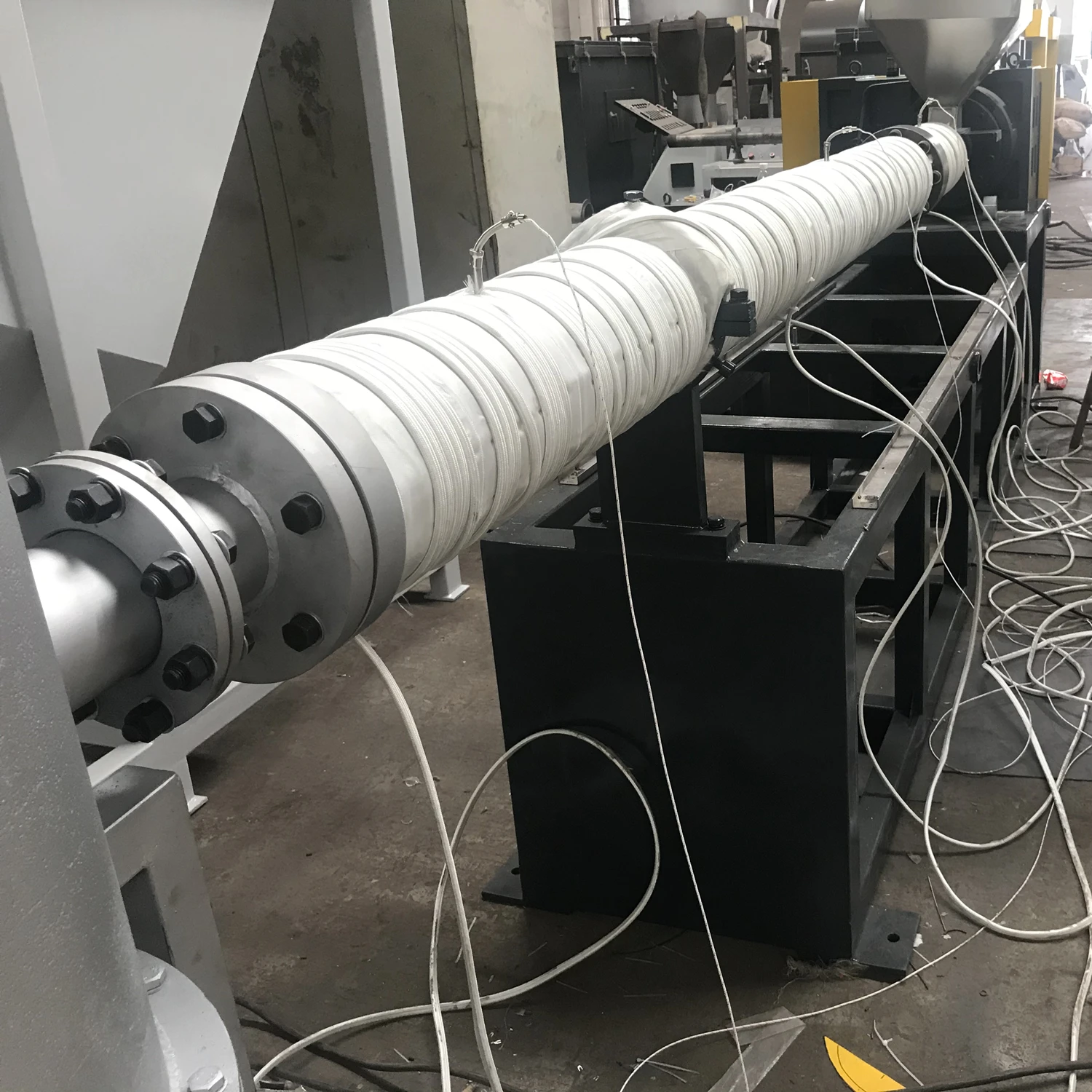
The PE Flake Making Machine is a high-performance extrusion system designed for processing polyethylene (PE) into flakes or wax through precise cracking and extruding processes. Equipped with a single-screw extruder and advanced automation, it ensures consistent material distribution and energy-efficient operation. Certified to EPR Germany Packing and CE standards, it meets stringent safety and quality requirements for industrial use.
| Feature | Specification | Benefit | Application Scenario |
|---|---|---|---|
| Extruder Type | Single-screw | Ensures uniform material flow | PE flake production for wax manufacturing |
| Screw Design | Single-screw with 38:1 L/D ratio | Optimizes melting and mixing efficiency | High-viscosity material processing |
| Screw Material | 38CrMoAlA alloy | Enhances wear resistance and durability | Heavy-duty industrial operations |
| Voltage Compatibility | 380V 3-phase | Supports stable power supply in factories | Industrial facility integration |
| Certifications | EPR Germany Packing, CE | Ensures compliance with EU safety standards | Export-ready production lines |
| Warranty | 1 year | Covers mechanical and electrical components | Peace of mind for long-term use |
Adjustable parameters include feed rate, temperature zones, and output flake size to meet specific material requirements. The screw design can be modified for different PE variants (e.g., LDPE vs. HDPE) to optimize throughput and quality.
With its robust construction and precise automation, this machine is ideal for converting post-consumer PE waste into reusable flakes or wax. Its 38:1 L/D ratio ensures consistent extrusion, while the 38CrMoAlA screw material withstands high-pressure processing.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| L/D Ratio | 38:1 | 40:1 (+5% efficiency) | 42:1 (+10% efficiency)* |
| Certifications | EPR, CE | EPR, CE, RoHS | EPR, CE, RoHS, ISO 9001 |
| Warranty | 1 year | 2 years | 3 years |
| Max Output Capacity | 200 kg/h | 250 kg/h (+25%) | 300 kg/h (+50%) |
Technical Breakthroughs:
Version Selection Guide:
*Pro Model’s 42:1 L/D ratio ensures 30% better thermal stability than industry benchmarks, enabling flawless processing of high-viscosity PE blends.

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.