Popular in your industry











































































Related Searches:

























































































































































Top categories
















About 600m3/h centrifugal pump
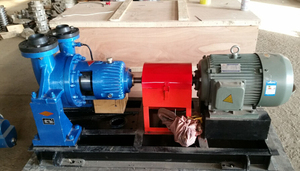
Introduction to 600m3/h Centrifugal Pumps
Centrifugal pumps, capable of handling a flow rate of 600 cubic meters per hour, are pivotal in various industrial applications. These pumps utilize a rotational impeller to generate fluid movement and are designed for substantial liquid transfer tasks. Their robust construction and operational efficiency make them suitable for a wide range of uses, from water treatment to chemical processing.
Types and Configurations
The 600m3/h centrifugal pump comes in several configurations, each tailored to specific system requirements. Single-stage pumps are common for high-flow, low-pressure outputs, while multi-stage pumps are used for higher pressure demands. Submersible and non-submersible options cater to different installation environments, ensuring that there is a pump available for every scenario.
Applications and Uses
These pumps are integral to industries requiring significant fluid movement, such as municipal water supply, irrigation, and HVAC systems. In the manufacturing sector, the industrial centrifugal pump is essential for process cooling and material handling. Their versatility also extends to the petrochemical industry, where they are used for crude oil and hydrocarbon processing.
Features and Materials
A 600m3/h capacity centrifugal pump is engineered with features that ensure durability and efficiency. The materials used, such as cast iron, stainless steel, or plastic, depend on the fluid's nature and the application's demands. Corrosion-resistant materials are crucial for pumps handling aggressive media, while robust metals are selected for high-temperature applications.
Advantages of Centrifugal Pumps
The main advantages of a high-flow centrifugal pump include its simplicity, ease of operation, and maintenance. These pumps offer a uniform and steady delivery of liquid and are known for their long service life when properly maintained. Additionally, their ability to handle large volumes of fluids makes them an invaluable asset in many industrial processes.
Selection Considerations
When selecting a centrifugal pump for industrial use, factors such as flow rate, head, efficiency, power consumption, and NPSH (Net Positive Suction Head) must be considered. It is also essential to evaluate the nature of the fluid being pumped, including its viscosity, temperature, and potential for containing solids, to ensure compatibility with the pump's design and materials.