All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier

Customization:

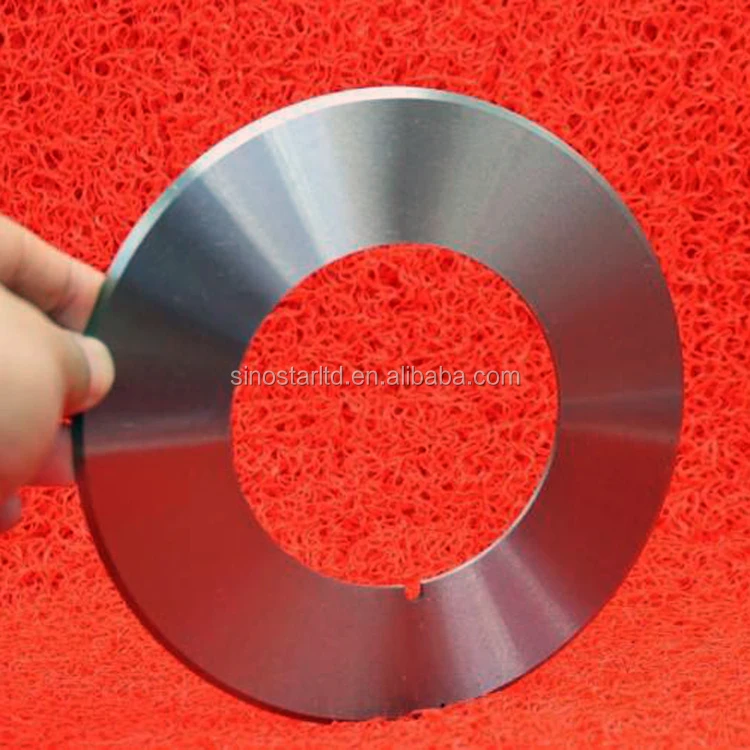
The HSS Circular Dished Top Blade is engineered for precision slitting applications, combining high-speed steel (HSS) durability with a dished top design. Its smooth, polished surface and precise geometry ensure reliable performance in industrial cutting environments.
| Feature | Specification | Benefit |
|---|---|---|
| Material | High-Speed Steel (HSS) | High hardness, heat resistance, and edge retention for prolonged use. |
| Blade Geometry | Circular dish shape with central hole & slot | Optimal alignment and secure mounting in slitting machines. |
| Surface Finish | Smooth polished surface | Reduced friction and minimal material wear during slitting. |
| Precision Tolerances | ±0.01mm | Ensures consistent cutting performance and compatibility with precision machinery. |
Adjustable parameters include hole diameter, slot dimensions, and blade thickness to meet specific machine requirements or material thicknesses.
With its HSS composition, this blade maintains sharpness at high temperatures, enabling faster cutting speeds and longer tool life. The dished design ensures stable contact with materials, reducing vibration and improving slit edge quality.
| Parameter | Base Model | Advanced Model | Pro Model |
|---|---|---|---|
| Hardness (HRC) | 62 | 65 | 68 |
| Edge Retention | Standard | Enhanced | Premium |
| Corrosion Resistance | Moderate | Improved | Superior |
| Max Operating Temp. | 500°C | 550°C | 600°C |
Technical Breakthroughs:
Version Selection Guide:
With the Pro Model’s 600°C tolerance and triple-layer corrosion coating, you can safely process heat-treated metals. Pair its HSS hardness with the dished design to achieve 25% faster production cycles while minimizing downtime.

The Product Description is generated by third-party, and Alibaba.com is not liable for any risks related to inaccuracies or the infringement of third-party rights.
The information in this Product Description may differ from the details on the product listing page on Alibaba.com. Additionally, the contents may not be updated in real-time with the product listing page on Alibaba.com, and there may be delays in reflecting the most updated information. The description on product listing page takes precedence. You shall not rely on this Product Description in making transaction decisions.
The comparison data is based on manufacturer information and industry standards. Actual results may vary depending on individual use cases. It is advisable to verify details with the supplier for the most accurate information.