All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(8114 products available)














 Ready to Ship
Ready to Ship










 Ready to Ship
Ready to Ship








The 2 layer pcb china is one of the most popular boards used in the electronics industry due to its versatility and ability to perform a variety of tasks. PCBs are constantly being developed using innovative materials and increasing the number of layers. In this progress, the 2-layer printed circuit board holds a significant place when it comes to moderate complexity construction.
This article discusses the features, applications, and benefits of a 2-layer printed circuit board in China. It also provides insight into how a 2-layer PCB can be chosen wisely.
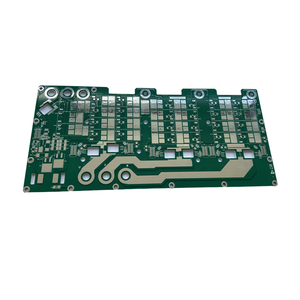
A 2-layer PCB consists of two copper layers that are sandwiched between an insulating substrate. This configuration allows for the physical and electrical connections of components on both sides of the board to be integrated through copper pathways that are laminated onto the surface. Some of the features include:
Layer Configuration
The top and bottom layers of a 2-layer PCB are the conductive copper tracks that form the electrical connections. The inner layer is the base material that provides structural support and insulation between the copper layers. Common base materials used in 2-layer PCBs include FR-4, a fiberglass-reinforced epoxy resin that offers a good balance between strength and electrical insulating properties. Other materials like rigid-flex configurations, which combine a rigid PCB with flexible sections for mobility, are used for applications that require bending or complex shapes.
Component Distribution
A 2-layer PCB's features include distributing electronic components efficiently because it has two-sided areas. The components can, therefore, be arranged to use the available space effectively and minimize the distance electrical signals need to travel. This aspect is vital in improving performance and facilitating the design of compact and more advanced electronic products.
Thermal Management
The thermal management of a 2-layer PCB is reliable since it includes metal layers that transfer the generated heat away from critical components. Heat dissipation is, therefore, improved in this process, ensuring the active components function within their appropriate temperature range. Maintaining the safe working temperature thereby prolongs the operational stability as well as the lifespan of the components.
multilayer PCB, and Cost Efficiency
The 2-layer PCB structure is more economical than other multilayer PCBs because it requires simpler manufacturing procedures. Less material consumption and shorter production times bring competitive costs even if the 2-layers is versatile. Hence, everyday applications and consumer electronic devices that do not need high density acquire significance from cost efficiency.
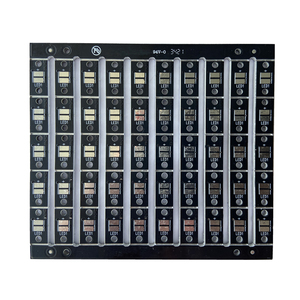
Consumer Electronics
The application of 2-layer PCBs in consumer electronic devices such as smartphones, tablets, and appliances is very wide. The PCBs provide interconnection and integration of components like displays, processors, and sensors while providing a compact and efficient design. Moreover, the cost-effective nature of double-sided printed circuit boards enhances its application in mass-market consumer electronics.
Industrial Equipment
In industrial settings, 2-layer PCBs are critical components in control systems, automation devices, and machinery. Their durability, coupled with thermal management and ease of maintenance, means that 2-layer PCBs are deployed in environments where reliability and performance are paramount. Because they can withstand extreme conditions, they are suitable for industrial applications where long-term performance must not be compromised.
Medical Devices
2-layer PCBs, in health status monitoring systems, diagnostic equipment, and medical devices, are crucial to the health industry. Many such devices need dependable and precise performance. Therefore, medical devices employ these PCBs due to their high degree of reliability, stability, and compact design, enabling manufacturers to produce advanced devices crucial for patient care and medical procedures.
Automotive Technology
The 2-layer PCBs are used for in-car entertainment systems, control units, and safety devices. These PCBs can effectively manage heat dissipation and are cost-effective for complex component interconnections in automotive applications. Consumers' demand for electrically operated vehicles has made the PCB in automotive applications very significant.
Communication Devices
These PCBs are used in routers, modems, and communication equipment. Efficient signal transmission is what makes them a vital component in the telecommunication sector. Their dual-layer design supports a variety of components while maintaining signal integrity, crucial for effective communication systems in the modern world.
Compact Design
A 4 layer PCB is the simplest PCB to design for a complex electronic device due to its ability to support component placement on both sides and easy interconnections between its layers. In this aspect, the design becomes compact with every available space utilized efficiently. Consumer gadgets that need compactness but functionality at the same time derive benefits from this design approach.
Cost-effectiveness
The manufacturing of a 2-layer PCB is cheaper than that of a multilayer PCB due to the simpler production process. Ordinary daily applications, therefore, benefit from this, especially when large numbers are involved, resulting in reduced operating costs without compromising performance.
Enhanced Heat Dissipation
Heat generated by components can be easily transferred out because of the 2-layer PCB consisting of copper layers. The thermal management is paramount in appliances where component overheating may cause malfunctioning. Thus, a 2-layer PCB guarantees stability and reliability by improving heat dissipation.
Ease of Prototyping
These PCBs provide convenience when creating prototypes in case of product development since their design and manufacture take a shorter time. It allows engineers to test their designs quickly, hence making iterations needed for improvement. Therefore, this accelerates the development process and allows companies to bring products into the market more quickly.
Versatility
The versatility of the 2-layer PCBs across many industries, from consumer electronics to automotive applications and even medical devices, is for various applications and depths of PCB. The versatility makes it suitable for both simple and complex systems and provides a valuable solution across its application fields.
Material Selection
The materials used in making a 2-layer PCB significantly impact its performance, durability, and costs. FR-4 is the most popular material used in electronics because of its excellent insulating and mechanical properties in moderate environments. However, for those that need flexibility or operation in higher temperatures, there are alternatives to FR-4, such as flexible materials and polyimide, respectively. Choosing the material means evaluating the application requirements, such as thermal, electrical, and mechanical stresses, so as to ensure the PCB performs adequately and meets long-term reliability standards.
Layer Thickness and Copper Weight
PCB layers vary in thickness, meaning they can affect the board's rigidity and density. Usually, the standard thickness is between 1.6 mm for average applications and 0.8 mm for more compact designs. The copper weight, which usually ranges from 1 to 3 ounces per square foot, determines the layer's thickness for conducting the copper tracks. Selecting ideal values for thickness and copper weight comes from application needs, current load, and mechanical stress. This consideration ensures the PCB can support its intended functions while maintaining structural integrity.
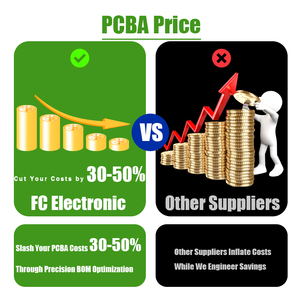
Cost Considerations
Cost is one important factor when choosing a PCB since one of its desirable features is cost-effectiveness. Several factors contribute to cost, including material selection, manufacturer reputation, and the complexity of designing. More complicated designs may require more surface area and copper usage, thereby adding to the costs. Balancing performance with budget means evaluating application requirements and then looking for ways to reduce costs without compromising critical performance indicators. In doing so, the PCB will perform adequately for its application, and at the same time, the costs will be kept under control.
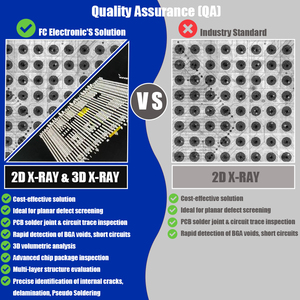
Manufacturing Precision and Capabilities
The manufacturing precision of a 2-layer PCB is determined by the specified capabilities of its manufacturer. PCBs are optimally and reliably fabricated by skilled experts using advanced machines. One should consider the manufacturer's quality and technology so that it can conform to tight tolerances, deliver quality, and be associated with solid reliability. Checking customer reviews and certifications for potential manufacturers ensures that the chosen one has the capability to handle the required volume and complexity PCB-wise. Therefore, choosing a manufacturer will help eliminate production variances that may adversely affect performance.
A1.The main reasons for choosing a double layer circuit board are affordability, design flexibility, efficiency in heat management, and ease in component integration.
A2. These industries are consumer electronics, medical appliances, industrial automation, automotive technology, and telecommunications.
A3. PCB performance is significantly affected by the material used. FR-4 is the most common for general use, while other materials are suitable for high-temperature or flexible applications.
A4. Because it consists of copper layers, the heat can be easily transferred from one component to another. The layers dissipate heat, hence preventing component overheating and guaranteeing operational security.
A5.Costs cannot be disregarded if performance and budget must be properly and mutually evaluated. Design complexity, material and manufacturing costs are factors that affect the expense required to make the PCB.