All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(1114 products available)






 Ready to Ship
Ready to Ship







































Digital paperless recorders come in various configurations depending on client requirements. These types are intended for optimum recording efficiency in diverse operating conditions.
One type of digital paperless recorder emphasizes mobility. This sort of recording device is portable and can operate on batteries. This recorder might be useful in field situations or for temporary operations where power sources are limited. The compact design allows for straightforward data collection in various environments.
Unlike portable models, fixed digital paperless recorders are intended to be permanently installed in a facility. These devices are used to monitor steady-state processes such as temperature, humidity, and pressure in manufacturing sectors. These recorders are typically linked to power sources and networks for continuous data collection and storage. Fixed recorders are reliable for longitudinal data tracking and compliance in big enterprises.
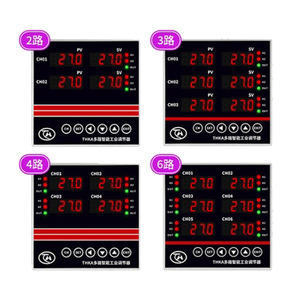
As the name implies, a multichannel recorder may capture data from multiple sources simultaneously. This function is particularly beneficial in complicated working situations that require monitoring many parameters. Channels may be configured so that data from numerous sensors is collected in real-time and shown on a single display. Multichannel recorders are regularly used in large-scale industries, laboratories, and research facilities.
With the advancement of wireless technology, many recorders have been equipped with wireless data transmission capabilities. These wireless recorders eliminate the need for physical connections, allowing data to be transmitted to a computer or server via Wi-Fi or other wireless networks. This feature is particularly beneficial in environments where it is difficult to run cables, such as remote locations or areas with strict hygiene requirements. Moreover, wireless recorders can offer greater flexibility in data acquisition and can easily be integrated into existing digital infrastructures.
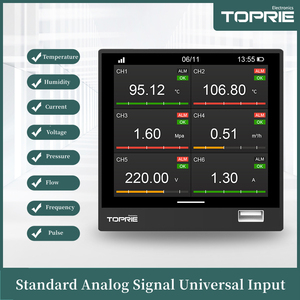
A graphical digital paperless recorder offers more than simply numbers. It delivers process record information in a chart or graph format for easy interpretation. Users can immediately recognize patterns or irregularities that may demand more examination by showing data visually. This form of recorder is precious in sectors that demand substantial process visualization and fast decision-making, such as pharmaceuticals or food processing.
Used to monitor temperature, pressure, humidity, and other critical process variables, digital paperless recorders are necessary equipment in multiple industrial settings. Below are some applications of this tool.
Monitoring and documenting environmental conditions in real time is crucial during production and storage in the pharmaceutical industry. Digital paperless recorders assist in tracking temperature and humidity in production and storage environments to comply with strict regulatory requirements. This information is crucial in ensuring product quality, safety, and regulatory compliance. In addition, real-time monitoring enables immediate reaction to any fluctuations outside of allowed ranges, avoiding product deterioration or noncompliance with safety regulations. By documenting this information in an easily inspectable format, companies lower the risk of regulatory infractions and improve overall quality control processes.
Data recording is a notable function of large and small enterprises in the food and beverage industry. Temperature monitoring throughout storage and transportation is critical for food safety and quality assurance in this industry. Digital paperless recorders assist companies in complying with food safety rules by continuously recording temperature and other critical indicators during processing, storage, and distribution. Companies may prevent spoilage, waste, and legal problems by providing a permanent record of these conditions. Furthermore, many vital monitoring systems automatically alert users of deviations to act quickly and avoid any negative repercussions.
For the oil and gas industry, safety and dependability are crucial, especially in extreme settings. Pressure, temperature, and flow rate monitoring necessitates the use of digital paperless recorders. They gather and record data in real-time, allowing operators to identify trends and anomalies. The capacity to withstand hostile situations makes them vital in offshore platforms and refineries. Furthermore, having a complete historical dataset enables better risk management, regulatory compliance, and operation optimization. The oil and gas industry depends heavily on paperless recorders for efficient and secure operation.
Manufacturing involves constant process monitoring. For optimal performance, machines and production lines must work under specific conditions. Digital paperless recorders collect and record these data, which internal systems then analyze. They assist in preventive maintenance by providing historical performance data, which may be used to forecast when machines will need maintenance. This function improves production efficiency by decreasing unplanned outages and enhancing production line uptime. Quality control is improved in addition to maintenance by ensuring that production conditions meet specified standards.
In the energy and utilities industry, digital paperless recorders are employed to monitor power generation, grid stability, and environmental impact variables. They provide real-time data recording for vital process indicators such as temperature, pressure, and emission levels. These recorders improve system management and control while assuring compliance with environmental rules. Historical data analysis enables the identification of efficiency trends and the development of future optimization strategies. These recorders are essential for sustainable operations since they document energy production and consumption and support regulatory compliance.
A digital paperless recorder has many features designed to improve data collection. They promote user-friendliness, accuracy, and dependability in various industrial applications.
Most digital paperless recorders can receive inputs from various channels. thanks to this feature. As a result, they can monitor many parameters simultaneously, such as temperature, pressure, and humidity. This function is especially useful in complicated industrial situations where numerous variables must be tracked in real-time. Data from all sources may be consolidated onto a single platform, simplifying the monitoring process and enhancing decision-making efficiency. Businesses can collect data from various sensors and systems using a multichannel recorder, offering a full view of their operating environment.
These recorders display real-time data to the users, enhancing their control over the recording process. Instant access enables prompt decision-making, particularly in critical situations where slight deviations may have major effects. The data is frequently shown on a digital screen, which makes it easier to see trends and anomalies. Furthermore, operational interruptions are minimized with real-time updates since users can quickly locate problems. The recorders improve reaction times and help create smoother process management by giving real-time information.
A major role of digital paperless recorders is to assure compliance with crucial industry standards and regulations. It is especially critical in sectors such as pharmaceuticals and food and beverages, where recordkeeping requirements are strict. These devices provide a complete and accurate data set that satisfies quality control and safety standards. Furthermore, the format of the data gathered typically conforms to regulatory standards, allowing for simpler reporting and audits. Businesses reduce the risk of penalties and legal issues by using a digital paperless recorder while improving their quality assurance procedures.
One of the features of a digital paperless recorder is that its internal backup battery power supply ensures continuous operation. Even in the event of a power loss, data collection and recording will continue. This function is important for industries where power loss might result in data gaps, leading to major consequences. Internal batteries keep systems running smoothly. This feature protects information integrity and availability, increasing the apparatus's reliability in mission-critical applications.
The output options of digital paperless recorders can vary widely, depending on the user's needs. Many of these instruments are equipped with a range of output capabilities. For instance, they can generate alarms or automated control system inputs while simultaneously transferring data to cloud-based storage for long-term retention. This function helps integrate the recorder more easily into existing process management systems. In addition, output formats can usually be adjusted to match particular requirements, offering much-needed versatility. The recorders can provide customized results for better monitoring and decision-making.
Companies can improve productivity and efficiency throughout their operations by using the features listed above.
Some suggestions allow for selecting the correct digital paperless recorder for one's needs. These suggestions focus on providing the maximum benefit when purchasing this device.
Understanding industry-specific needs is essential in choosing the correct digital paperless recorder. Each area has unique requirements due to regulatory obligations and operational demands. For example, the pharmaceutical industry prioritizes environmental monitoring, while the manufacturing industry focuses on process parameters. A recorder that meets industry standards will help ensure compliance with these critical rules. One can also consider its capability to withstand the environment in which it will operate.
Another factor to consider is how many channels the digital paperless recorder needs. This consideration will depend on the recording requirements of the user. A multichannel recorder may be required in complicated situations that require simultaneous monitoring of numerous parameters. Conversely, a single-channel recorder may be suitable for simpler applications. Choosing the correct number of channels guarantees that the recorder can monitor all required parameters while remaining cost-effective.
The primary purpose of a digital paperless recorder is accurate data collection. So, it's vital to check the device's specs for accuracy and resolution. An accurate instrument will record data that is as close as possible to the actual process value. Furthermore, resolution determines how small a change the recorder can detect. Accurate and high-resolution recorders are crucial in quality-sensitive sectors such as food and beverage or pharmaceuticals. Confirm that the recorder meets the required standards for the given application.
Prioritizing user-friendliness will make one more willing to use the recorder. Therefore, consider how easy it is to use the device, as its controls and general setup should be intuitive. A user-friendly interface for the display will assist users in monitoring real-time data more effectively. Also, opting for wireless data transfer options will enhance user convenience since they will not have to deal with physical connections. A recorder that is simple to operate can minimize training time and errors, increasing efficiency in data collection.
One should also select a digital paperless recorder for data collection that is easily scalable. As operations grow or change, the recording system must adapt. Multi-channel recorders, data transmission capabilities, and cloud integration all add to the system's scalability. A future-proof recorder will accommodate shifting business needs or technological advancements. This adaptability could save significant time and expense if large expansions or industry shifts occur over time.
A1: A digital paperless recorder collects and stores valuable process parameters like temperature, pressure, and humidity. The recorders then display the data on a graph so it can be analyzed. Other ways the data can be used include sending it out through alarm systems or to the cloud for further monitoring and storage.
A2: Many large industries that require process monitoring and data collection use digital paperless recorders. Industries like oil and gas, pharmaceuticals, power generation, and food and beverages get the most benefits since they rely heavily on these recorders for regulatory compliance and operational efficiency.
A3: Digital recorders have the edge over analog ones because they offer greater data accuracy and storage capacity. Data retrieval, analysis, and sharing are simpler due to the availability of real-time monitoring and cloud integration. Another thing is operating the recorders is more convenient since there is no need for paper charts.
A4: Most digital paperless recorders have internal battery backup that keeps them operational even during power outages. This feature ensures continuous data logging, eliminating gaps that might cause regulatory non-compliance or operational interruptions.
A5: Most recorders have various flexible output options, allowing easy integration into current process control and monitoring systems. This adaptability allows them to improve operational efficiency without requiring significant infrastructure changes.